
Estimated Study Time: 11 minutes
Apart from their electrical conductivity, the other technologically important properties of copper and aluminium differ so significantly (density is an obvious example) that their areas of application are and have always been clearly distinct. And not a lot has changed or is likely to change in that respect.
The only really novel development in recent years has been the introduction of cast copper rotor cages.
There are really only three, now four, areas in electrical engineering in which aluminium and copper are competing in the same market segments:

Low voltage and medium voltage cables

The decision here is which is the lesser of two evils: a greater cable cross-section or a higher cable weight? Generally speaking, aluminium cable will be substantially cheaper. However, it is still worth recalling that copper cable is more ductile and less susceptible to electrical contact problems and thus offers a greater margin of safety than a corresponding aluminium cable. Due to its smaller cross-section, the copper cable will also be easier to install as the stiffness of the cable depends on the square of the cross-sectional area and thus on the fourth power of the diameter!
It is also possible to get very small stranded copper cable; stranded aluminium cable is only available at nominal cross-sectional areas of at least 10 mm2 and the individual strands are still very thick compared to those in the equivalently sized copper cable. For technical reasons, so-called ‘finely stranded’ and ‘extra finely stranded’ conductors are only available in copper.
As a result, the finest aluminium conductors available are significantly stiffer than the finest copper conductors and this difference has on occasion led to some rather costly surprises. On paper, the aluminium conductor may well be cheaper to buy, but that fails to take into account the extra cost and effort involved in installing the less pliable aluminium cables.

Recently, a combination Cu-Al cable has appeared as a compromise solution and is being used at the Dietlikon power utility in Switzerland as an underground cable in low-voltage distribution networks.
A representative from the Swiss Dietlikon plant gave a presentation on the product and the underlying concept after being invited to attend meetings of DKE Committee 712 ‘Safety of Information Technology Installations including Equipotential Bonding and Earthing’ (DKE: German Commission for Electrical, Electronic and Information Technologies).
The Dietlikon electricity utility is the first known distribution network operator that is systematically converting its distribution network to a five-wire TN-S system – work that it of course only carries out during repairs, network expansions and new installations.
In this new cable, the phase conductors have the same cross-section as the neutral conductor, which helps to achieve a symmetrical cable structure. The phase conductors are made of aluminium, while the same-diameter neutral conductor is of copper, enabling it to carry a greater current and thus making the cable better suited to coping with the harmonic pollution problems that are so commonly discussed today.
The protective earth conductor is configured in this case as a surrounding copper-wire shield, which offers far higher symmetry and EMC than a conventional i fifth conductor.
Transformers

The problem of winding space is not as acute in transformers as it is in electric motors, which is why the use of aluminium can at least be taken into consideration. In fact the main leakage channel, i.e. the gap between the HV and LV windings, must have a certain size for the following three reasons: insulation, limiting the short-circuit current, and cooling.
However, a transformer with aluminium windings will be larger if power losses and all other important operational data, such as the short-circuit voltage, are to be kept at the same level as an equivalent transformer with copper windings (after all, this is what we mean when we say two transformers are equivalent). However, the total weight of the marginally larger transformer with aluminium windings will be slightly lower.
Differences in manu facturing costs pretty much cancel each other out and in the opinion of a number of well-respected manufacturing companies, the choice of conductor material is primarily a question of company philosophy.
Busbars

In this application, spatial requirements weigh even less heavily in the decision-making process, but still remain a factor. Secondly, busbar applications are characterized by a large amount of conducting material and a small quantity of insulating material in a small space. This highlights the differences in material prices.
Thirdly, the large number of electrical connections within this small volume mean that the connectivity problems as sociated with aluminium are more pronounced in such applications. When all these aspects are taken into consideration, we are left with a stalemate and the question of which material to select becomes almost philosophical. However, it is important to ensure that prices and costs are not being confused. If price is taken as the main criterion for selection, aluminium generally tends to be preferred. But if all the costs (including operational costs) are taken into account, it usually turns out that aluminium can learn a thing or two from copper.
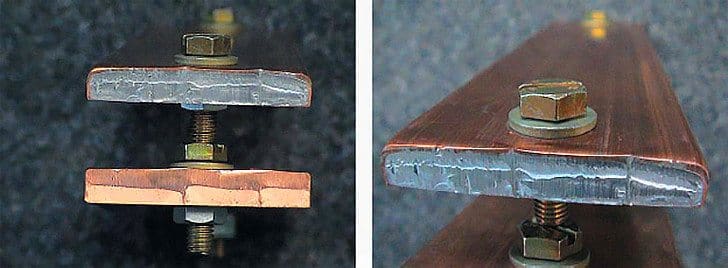
Copper it seems also has the better appearance, because some of the aluminium busbars available are copper-coated – not to improve electrical contact (because drilling, punching and screwing will anyway damage the copper coat), but simply for aesthetic reasons.
Aluminium’s undisputed domain is that of overhead high-voltage cables, where space require ments are of no significance but where weight plays a critical role. The lower strength of alu minium means that the conductor cables need to be reinforced with a steel core but this does not change the fact that the cables can be produced at low cost and that the two materials can be readily separated from one another magnetically when scrapped.
Plating and environmental concerns
Both Aluminium and Copper will oxidize when exposed to the atmosphere. Oxides, chlorides, or sulfides of the base metal are much more conductive for copper than aluminum. For a low resistance aluminum joint, the aluminum bar conductors must be plated to minimize oxidation. Concern over the Al oxidation away from the joint is not an issue and will act to protect the conductor from further corrosion in most environments. Aluminum bus conductors depend upon the plating for the integrity of the electrical connection.
Aluminum and copper conductors are typically plated with silver or tin. In general, bolted connection of unplated aluminum to copper bus bars is discouraged. The majority of Al to Cu connections are made by applying silver or tin plating to the joint areas of either or both of the conductors.
The presence of hydrogen sulfide (H2S) in the atmosphere is of main concern for base metal Cu and silver plating. Both corrode heavily in a relatively low concentration of H2S and most intensely in locations usually having an elevated temperature while the equipment is energized. Two processes are active at the same time, general corrosion of the silver and creep corrosion of Cu. Silver plating is widely used on contacts and other conductive parts in electrical equipment due to its superior conductivity, abrasion resistance and longevity.
Hydrogen sulfide is usually present at chemical plants, oil refineries, steel mills, pulp and paper mills, and wastewater treatment facilities.
In a H2S environment metal filaments (whiskers) start to grow as soon as a thick enough layer of silver sulfide has been formed. This silver corrosion results in a high resistance producing more heat, which further stimulates tarnishing and growth of whiskers. This process if allowed to continue leads to failure due to over heating or short circuit.
Tin plating displays good environmental protection and is a practical solution to the H2S corrosion problem of copper and silver-plated copper
Related electrical guides & articles












Edvard Csanyi
Hi, I'm an electrical engineer, programmer and founder of EEP - Electrical Engineering Portal. I worked twelve years at Schneider Electric in the position of technical support for low- and medium-voltage projects and the design of busbar trunking systems.I'm highly specialized in the design of LV/MV switchgear and low-voltage, high-power busbar trunking (<6300A) in substations, commercial buildings and industry facilities. I'm also a professional in AutoCAD programming.
Profile: Edvard Csanyi

What is the foot print of copper cable vs aluminium cable (for same cross section)..?
In which areas Aluminium conductors are challenging Copper conductors.
What about the CO2 foot print of Aluminium Vs Cu cables.?
Best Regards
Dr. Shahid Akhtar
need to select UG cable , connected load is 20KW and a length of 118 mtrs from service meter to DB. let me know the rating of 4 core UG cable . will 16 sq 4 core cu will serve the purpose or 25 x4 aluminum is enough ??
Actually there is no exact rule of current carrying capacity of aluminium wire and copper wire. Lesser the current lesser the electrical problems, this is a sure resultant situation, consequence. For aluminium average situation is 1.5 times amperes for 1 mm2 of aluminium. For equal cross-sectional diameter, aluminium conductor will draw 40% to that of copper conductor.
Greetings,
Could you please advise me to how can I get conductor properties for medium voltage cables from international standards.
regards,
Dear Edvard,
I’m trying to figure what mm2 size aluminum is a good alternative for 2.5mm2 copper. The background of my question is that I work in a development project in Cambodia where we develop specs for local electricians to comply with to connect poor households to the grid. As theft of copper cables is an issue the program want to use aluminum. Service lines are expected to be maximum 125 meters long to connect to the network. Just 5A or 10A connection are installed for basic needs (2 light bulbs, 1 socket for tv, fan and phone charging). I like to check whether 25mm2 aluminum is the right substitute for 2.5 copper or that less (16 or 10 perhaps) is sufficient.
Hope you can clarify this for a non-technical person like me. Thanks.
Hello
My name is Priyank Parakh. I am from Arihant Cable, Kolkata , India. I was reading the copper vs aluminium comparision when I saw a query from you.
Please see that conductor resistance of 2.5 sq mm copper is equal to 4.0 sq mm aluminium
Now, consider this – your load requirement for lighting few bulbs and a fan and mobile charger will not take even 5A current. Do you really need 2.5 sq mm copper cable for this ??
2.5 sq mm Multi strand aluminium is more that sufficient for this application
Priyank parakh – +918777828825 ; [email protected]
1.5Sqmm Copper Cable is enough for 5A load.
Current is not the only criterion to select copper in the building but safety and reliability. there is a phenomena call creep. creep is a result of lower Young’s modulus of Al. which results in loose connection to overheating to fire in building. this possibility is almost 4 times higer in aluminium cable. that is the reason why copper cable is used in building, regardless of current rating
Really nice post. The way you elaborated the advantages & disadvantages of both conductors is really good and easy to understand. It is rightly said the cost of copper conductor is more than that of aluminum.
For those who don’t know about conductors, insulator, and sheath.
Conductor (Copper/Aluminum/silver) is the metal in which electricity flows, Insulator is the protection cover of conductor and sheath (inner/outer) is also a thick layer of insulating material (rubber for say).
I have a doubt. Is Gold also act as a conductor?
Thanks in advance.
Dear David,
I have Aluminium Busbar and Copper cable, what is solution to connect, any help!
Thank you
why we use silver cables for ht voltage against copper cables
hi edvard!
just want to share the world that we had find a non-electro plating solution that is very economical to use.
very easy application and can be use in copper brass and bronze..
it’s been in the philippines for 3 decade but thanks to our patent system it’s not even until now awarded to us.
my father had dedicated his life for this and I would not like to throw it away.
please help me to share this not just for financial gain but helping my fathers dream to be recognize for his work.
please email me for your feedback. thanks!!!
[email protected]
There is another downside of aluminium cables.
Traditionally, motor termination boxes are not large enough to house the aluminium-to-copper transition pieces (with the copper being the motor winding ends, and aluminium being the feeders).
You may need to purchase motors with special terminal boxes, which would lead to complications of spare parts and lead times for the delivery of specials.
My worst experience was with 400-volt 700Kw motors fed with 2 x 400 sq mm aluminium cables per phase.
The terminations were a constant drain on labour remaking the terminations. There was insufficient space available to get the terminations correct…
Cable Jointing Copper To Aluminium Conductors Correctly Using LV Resin Cable Joints – See more at: http://www.cablejoints.co.uk/blog/article/cable-jointing-resin-copper-aluminium#sthash.bFWMqdd7.dpuf
Why centipede conductor is used in HV side of transformer and Bull conductor in LV side of transformer?
we have to plan a water pipe line from a near by stop-dam to our farm lands. their is no power connectivity at stop-dam. so we decided to put a underground cable with the pipe line.which is the best cable we used for this purpose. water pump is off three phase 6 hp.
we search for two option one is 4 wire 10 sq mm Armoured aluminum cable. another is 3 wire 4 sq mm 56*.03 copper cable putted in the pipe line. the length of line is 3000 feet.
which one is the best option for long duration and stability.
Excelente y muy actualizado
Wow! What a great post.I just found this blog. I’ll definitely be back.
Regards
Ganpatiwires
Great post..!!!!
I like this Post. It is so nice to read such wonderful blog. Thanks for sharing!
Regard
Ganpati Engineering
Now a days Transformers manufacturers using aluminium foil -LV side & Copper strip in – HV Side side. practically both are different properties. in this case aluminium generates the heat very high compare copper. how to match the above combination. plz clarify my dought.
Is it true that Al.cables cannot be fire resistant and cannot pass IEC60331 Tests?
Asif, please clarify one doubt. Why we use copper conductor in 3.5 sq.mm cable instead of Al.?Though Cu cable is much more costlier than Al Cable.
Sutirtha please g through the second paragraph of this article written by Edvards which clearly mentions “For technical reasons, so-called ‘finely stranded’ and ‘extra finely stranded’ conductors are only available in copper”. I think this is the answer to your question.
If in India, for residential use Cu, Obvious reason the wiring is usually less straight and more bends are seen (More the bends more the heat due to induction). Also the melting point of Al is 660 degC while CU is around 1100 degC. This Melting Point difference reduces the possibility of failure in multiple strand Cu cables. Also do check the insulation for temperature resistance.
Very good comparison and most widely required and utilized by design engineers……..
There are a lot more applications (then shown here in article) where copper or aluminium conductors can “fight” :) These in article are just the biggest and most used applications.
Edvard please clarify one doubt…………up to what sq. mm size, one should use Copper conductor in cable. Is it 10 or 6? At higher cross section other than commercial disadvantage, does copper has any technical disadvantage also?As copper is malleable & ductile both but its brittleness may be greater than Aluminium making strands of Copper pron to breakage and consequently open circuit faults. Please highlight on this aspect as and when feasible.
Copper has more advantages than disadvantages, but at the same time is ~3.4 times more expensive. Like Dan Cosma said, the dilatation of aluminum is bigger than the cooper’s equivalent cross-section and is far more fragile and oxides faster than copper.
Therefore, one of the biggest disadvantages of copper is the price :)