
Estimated Study Time: 16 minutes
Introduction
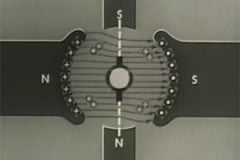
A synchronous machine with permanent magnets on the rotor is the heart of the modern brushless servomotor drive. The motor stays in synchronism with the frequency of supply, though there is a limit to the maximum torque which can be developed before the rotor is forced out of synchronism, pull-out torque being typically between 1.5 and 4 times the continuously rated torque. The torque–speed curve is therefore simply a vertical line.

The industrial application of brushless servomotors has grown significantly for the following reasons:
- Reduction of price of power conversion products
- Establishment of advanced control of PWM inverters
- Development of new, more powerful and easier to use permanent magnet materials
- The developing need for highly accurate position control
- The manufacture of all these components in a very compact form
They are, in principle, easy to control because the torque is generated in proportion to the current. In addition, they have high efficiency, and high dynamic responses can be achieved.
Brushless servomotors are often called brushless DC servomotors because their structure is different from that of DC servomotors. They rectify current by means of transistor switching within the associated drive or amplifier, instead of a commutator as used in dc servomotors.
It is now widely recognized that brushless ac refers to a motor with a sinusoidal stator winding distribution which is designed for use on a sinusoidal or PWM inverter supply voltage.
Brushless DC refers to a motor with a trapezoidal stator winding distribution which is designed for use on a square wave or block commutation inverter supply voltage. The brushless servomotor lacks the commutator of the DC motor, and has a device (the drive, sometimes referred to as the amplifier) for making the current flow accord-ing to the rotor position.
In the dc motor, increasing the number of commutator seg-ments reduces torque variation. In the brushless motor, torque variation is reduced by making the coil three-phase and, in the steady state, by controlling the current of each phase into a sine wave.
Application Examples (Parker Hannifin Corporation)
- Feed-to-length:
- Indexing/Conveyor: Rotary Indexer
- Following: Labelling Machine
- Metering/Dispensing: Capsule Filling Machine
- Flying Cutoff: Rotating Tube Cutting
1. Feed-to-length
Applications in which a continuous web, strip, or strand of material is being indexed to length, most often with pinch rolls or some sort of gripping arrangement.
The index stops and some process occurs (cutting, stamping, punching, labeling, etc.).
BBQ Grill-Making Machine
Application Type: Feed-to-Length
Motion: Linear
Application Description: A manufactuer was using a servo motor to feed material into a machine to create barbeque grills, shopping carts, etc. The process involves cutting steel rods and welding the rods in various configurations. However, feed-length was inconsistent because slippage between the drive roller and the material was too frequent. Knurled nip-rolls could not be used because they would damage the material.
The machine builder needed a more accurate method of cutting the material at uniform lengths. The customer used a load-mounted encoder to provide feedback of the actual amount of material fed into the cutting head.
Machine Objectives:
- Compnesate for material slippage
- Interface with customer’s operator panel
- Smooth repeatable operation
- Variable length indexes
- High reliability

Motion Control Requirements:
- Accurate position control
- Load-mounted encoder feedback
- High-speed indexing
- XCode language
Application Solution:
By using the global position feedback capability of the servo drive, the machine builder was able to close the position loop with the load-mounted encoder, while the velocity feedback was provided by the motor-mounted encoder and signal processing. The two-encoder system provides improved stability and higher performance than a single load-mounted encoder providing both position and velocity feedback.
The load-mounted encoder was coupled to friction drive nip-rollers close to the cut head.
On-the-Fly Welder
Application Type: Feed-to-Length
Motion: Linear
Description: In a sheet metal fabrication process, an unfastened part rides on a conveyor belt moving continuously at an unpredictable velocity. Two spot-welds are to be performed on each part, 4 inches apart, with the first weld 2 inches from the leading edge of the part. A weld takes one second.
Machine Objectives:
- Standalone operation
- Position welder according to position and velocity of each individual part
- Welding and positioning performed without stopping the conveyor
- Welding process must take 1 second to complete
Motion Control Requirements:
- Programmable I/O; sequence storage
- Following
- Motion profiling; complex following
- High linear acceleration and speed
Application Solution:
This application requires a controller that can perform following or motion profiling based on a primary encoder position. In this application, the controller will receive velocity and position data from an incremental encoder mounted to a roller on the conveyor belt carrying the unfastened parts.

The conveyor is considered the primary drive system. The secondary motor/drive system receives instructions from the controller, based on a ratio of the velocity and position information supplied by the primary system encoder.
The linear motor forcer carries the weld head and is mounted on an overhead platform in line with the conveyor. Linear motor technology was chosen to carry the weld head because of the length of travel. The linear step motor is not subject to the same linear velocity and acceleration limitations inherent in systems converting rotary to linear motion.
For example, in a leadscrew system, the inertia of the leadscrew frequently exceeds the inertia of the load and as the length of the screw increases, so does the inertia. With linear motors, all the force generated by the motor is efficiently applied directly to the load; thus, length has no effect on system inertia.
This application requires a 54-inch platen to enable following of conveyor speeds over 20 in/sec.
2. Indexing/Conveyor
Applications where a conveyor is being driven in a repetitive fashion to index parts into or out of an auxiliary process.
Rotary Indexer
Application Type: Indexing Conveyor
Motion: Rotary
Application Description: An engineer for a pharmaceutical company is designing a machine to fill vials and wants to replace an old style Geneva mechanism. A microstepping motor will provide smooth motion and will prevent spillage. The indexing wheel is aluminum and is 0.250-inch thick and 7.5″ in diameter.
Solving the equation for the inertia of a solid cylinder indicates that the wheel has 119.3 oz-in2. The holes in the indexing wheel reduce the inertia to 94 oz-in2. The vials have negligible mass and may be ignored for the purposes of motor sizing. The table holds 12 vials (30°apart) that must index in 0.5 seconds and dwell for one second. Acceleration torque is calculated to be 8.2 oz-in at 1.33 rps2.
A triangular move profile will result in a maximum velocity of 0.33 rps.
The actual torque requirement is less than 100 oz-in. However, a low load-to-rotor inertia ratio was necessary to gently move the vials and fill them.

Machine Requirements:
- Smooth motion
- PLC control
- Variable index lengths
Motion Control Requirements:
- Smooth motion
- Sequence select capability
- I/O for sequence select
- Programmable acceleration and deceleration
Application Solution:
The index distance may be changed by the engineer who is controlling the machine with a programmable controller. Move parameters will be changing and can therefore be set via BCD inputs. The indexer can be “buried” in the machine and activated with a remote START input.
3. Following
Labelling Machine
Applications that require the coordination of motion to be in conjunction with an external speed or position sensor.
Application Type: Following
Motion: Linear
Application Description: Bottles on a conveyor run through a labelling mechanism that applies a label to the bottle. The spacing of the bottles on the conveyor is not regulated and the conveyor can slow down, speed up, or stop at any time.
Machine Requirements:
- Accurately apply labels to bottles in motion
- Allow for variable conveyor speed
- Allow for inconsistent distance between bottles
- Pull label web through dispenser
- Smooth, consistent labelling at all speeds
Motion Control Requirements:
- Synchronization to conveyor axis
- Electronic gearbox function
- Registration control
- High torque to overcome high friction
- High resolution
- Open-loop stepper if possible
Application Solution:
A motion controller that can accept input from an encoder mounted to the conveyor and reference all of the speeds and distances of the label roll to the encoder is required for this application. A servo system is also required to provide the torque and speed to overcome the friction of the dispensing head and the inertia of the large roll of labels.
A photosensor connected to a programmable input on the controller monitors the bottles’ positions on the conveyor.

The controller commands the label motor to accelerate to line speed by the time the first edge of the label contacts the bottle. The label motor moves at line speed until the complete label is applied, and then decelerates to a stop and waits for the next bottle.

4. Metering/Dispensing
Applications where controlling displacement and/or velocity are required to meter or dispense a precise amount of material.
Capsule Filling Machine
Application Type: Metering/Dispensing
Motion: Linear
Application Description: The design requires a machine to dispense radioactive fluid into capsules. After the fluid is dispensed, it is inspected and the data is stored on a PC. There is a requirement to increase throughput without introducing spillage.
Machine Requirements:
- Increase throughput
- No spilling of radioactive fluid
- Automate two axes
- PC compatible system control
- Low-cost solution
- Smooth, repeatable motion
Motion Control Requirements:
- Quick, accurate moves
- Multi-axis controller
- PC bus-based motion control card
- Open-loop stepper if possible
- High-resolution motor/drive (microstepping)
Application Solution:
The multi-axis indexer is selected to control and synchronize both axes of motion on one card residing in the IBM PC computer.
An additional feature is the integral I/O capability that’s necessary to activate the filling process. The horizontal axis carrying the tray of capsules is driven by a linear motor. The simple mechanical construction of the motor makes it easy to apply, and guarantees a long maintenance-free life. The vertical axis raises and lowers the filling head and is driven by a microstepping motor and a leadscrew assembly.
A linear motor was also considered for this axis, but the fill head would have dropped onto the tray with a loss of power to the motor. Leadscrew friction and the residual torque of the step motor prevents this occurrence.

5. Flying Cutoff
Applications where a web of material is cut while the material is moving. Typically, the cutting device travels at an angle to the web and with a speed proportional to the web.
Rotating Tube Cutter
Application Type: Flying Cutoff
Motion: Linear
Application Description: Metal tubing feeds off of a spool and needs to be cut into predetermined lengths. A rotating blade mechanism is used to cut the tube, and the blade mechanism must spin around the tube many times in order to complete the cut.
The throughput of this machine must be maximized, so the tubing cannot be stopped while this cut is being made. Therefore, to make a clean cut on the tube, the blade must move along with the tube while the cut is being performed.
Machine Requirements:
- Standalone operation
- Move cutting mechanism with the tubing to make the cut without stopping
- Simple user interface to set different tube lengths
- High accuracy on cut
Motion Control Requirements:
- Programmable I/O
- Program storage
- Position following
- High acceleration and speed
Application Solution:
A single-axis servo controller/drive was chosen to solve this application. An external encoder monitors the tube output and sends this information back to the servo system.
The servo system tracks the length of the tube that is being fed past the cutting blade. Once the appropriate amount of material has been fed past the blade, the servo accelerates the cutting device up to the speed of the tube, sends an output to start the cutter, and then follows the tube speed exactly.

Resource: Motors, motor control and drives – Professor W. Drury, Control Techniques, Emerson Industrial Automation; Application Examples – Parker Hannifin Corporation
Related electrical guides & articles








Edvard Csanyi
Hi, I'm an electrical engineer, programmer and founder of EEP - Electrical Engineering Portal. I worked twelve years at Schneider Electric in the position of technical support for low- and medium-voltage projects and the design of busbar trunking systems.I'm highly specialized in the design of LV/MV switchgear and low-voltage, high-power busbar trunking (<6300A) in substations, commercial buildings and industry facilities. I'm also a professional in AutoCAD programming.
Profile: Edvard Csanyi

Dear
I am interested for a complete unit servo motor especially Feed-to-length for roll to sheet paper program so can you give me idea of simple home made like arduino to realise my project please.
thanx a lot in advance for your help
Louison Patrick