
Estimated Study Time: 12 minutes
Oil and winding temperature devices
All large transformers have an oil or a winding temperature indicating device of some type, and most have temperature recorders as well. Indication may be for top-oil temperature or hotspot temperature. Additional temperature-sensing equipment may be installed to provide alarm and control signals needed to activate automatic cooling systems.
 Testing of transformer winding and oil temperature indicators
Testing of transformer winding and oil temperature indicatorsIndicator operation may be:
- Purely mechanical (tank-mounted temperature gauge or thermometer),
- Purely electrical (SCADA transducer and some chart recorders), or
- A combination of the two (chart recorder and multipoint temp recorder).
Temperature indicators, recorders, and controls must be functionally checked and have their calibration verified.
If alarm or control contacts are built into the devices, they must be set and checked for the desired pickup point as the temperature is rising and for the proper dropout point as the temperature is falling. The typical contact dropout point should be 5°C to 10°C lower than the pickup point.
If the set point of a contact is changed, perform the temperature run again, starting at some point below the desired pickup value. The desired point of contact pickup is dictated by System Operating Standards.

Capillary tubes for temperature detection devices must be handled carefully because they are fragile and cannot be repaired if damaged. Sharp bends should be avoided. Be aware that a kink or dent can disable the tube. The bulbs on the ends of these capillary tubes fit into small wells at the top of the transformer tank. These wells are immersed in the transformer oil reservoir.
Their purpose is to provide isolation of the internal environment from the external world!
Designing transformers with oil wells allows manipulating capillary tube bulbs without contaminating or draining the transformer oil. Also, it would be difficult replacing defective temperature sensors without the existence of oil wells, because transformer tanks are usually slightly pressurized by nitrogen gas or an oil-filled conservator tank.
Proper calibration may be tedious, but it is very important! Temperature probes are used to provide control signals for the automatic cooling system and to initiate alarm signals when the transformer gets too hot. The temperature monitoring devices provide fundamental protection for the transformer – preventing operation in an overheated condition. If overheating occurs, a transformer’s life expectancy is reduced by the resulting insulation damage.
Any time oil temperature exceeds 100°C (212°F), the paper insulating material is presumed to be deteriorating at an accelerated rate (although there may be a few exceptions).
Winding temperature devices
Hotspot or thermal-image devices are provided to represent the hottest point within the transformer while it is carrying load. Hotspot temperature depends on I2R losses in the transformer windings, the rate at which heat transfers into the oil, and the rate at which the oil is cooled by ambient conditions surrounding the oil.
Temperatures indicated by a hotspot thermometer, or a remote indicator connected to a Resistive Temperature Device (RTD, or thermohm), are actually a product of transformer top-oil temperature and the heat generated by oil-well heaters.
Heater current comes from a special bushing/low-iron CT of a single preselected ratio. The CTs sole purpose is to provide load-proportional current for the hotspot heaters.
In short, hotspot temperature indication is derived through a measurement of a replicated (or model) temperature.
The temperature is obtained this way because insulation requirements and design constraints prevent measuring the actual temperature of the windings directly. The replica temperature of the oil reservoir heats at the same rate as the oil surrounding the hottest spot in the transformer. The current-driven heaters and their thermal characteristics are designed by the manufacturer to follow heating characteristics derived from factory test data.
For additional information, to obtain heating data on the actual winding, the factory test circulates a high current through the transformer windings at low voltage.
Testing
For the tests, temperature test probes are inserted at various points throughout the windings to actually measure the hottest point at rated load current.
A hotspot heater circuit can be verified functional by connecting the test equipment as shown in the schematic diagram in Figure 1. The test leads from the load box can be connected directly in parallel to the output terminals of the hotspot CT. It is not necessary to disconnect the wires coming from this bushing CT, because the high reflected impedance of the open CT primary essentially causes test current to flow only through the heater resistors.
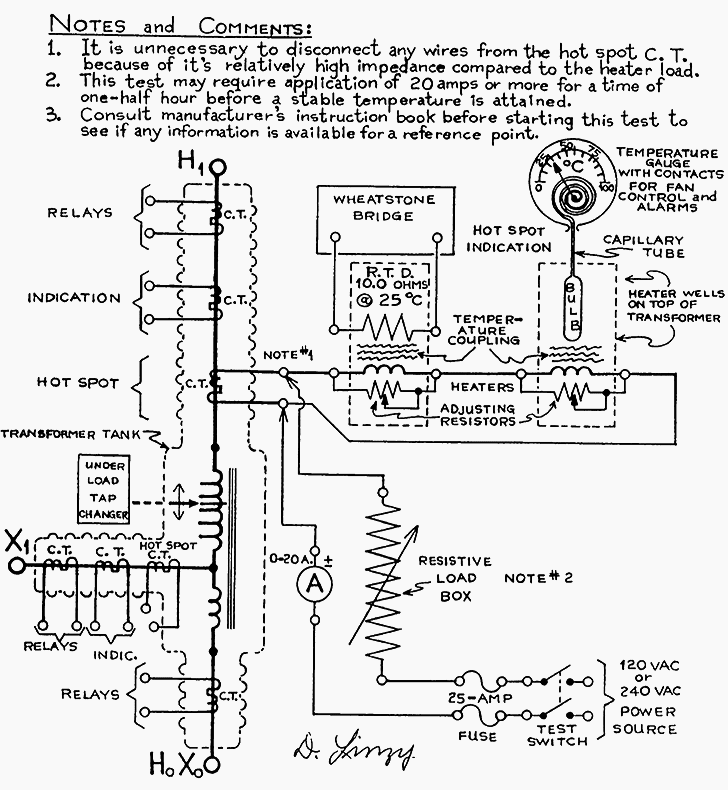
A manufacturer’s instruction book that includes characteristic time- current/temperature curves, or graphs for the hotspot heating devices, is helpful in determining a starting point for the heat run. Such a graph is valuable for making comparisons and verifying that heater-current adjustment settings are correct. The heater tap is set at the factory and should not be changed or adjusted.
The idea is not to calibrate the heating of a hotspot oil well, but to verify it is in working order. If test results are inconsistent with expectations, the most likely cause could be the test equipment setup, method being used, or nonideal test conditions.
Make sure the tests are actually indicating defective equipment before claiming the equipment is suspect.
During the test a resistance measuring device (or Wheatstone bridge) is connected across the RTD (at BPA it is typically a 10 ohms at 25°C copper type), and a nomograph or table of resistance and temperature is used for interpretation of its equivalent temperature. Heater current should be applied to the circuit in steps while allowing the temperature to reach a stable point between steps.

10-20 A may be required to obtain any significant temperature rise. Fifteen to thirty minutes may be required to reach a stable temperature point for each step. Seeing a slowdown in the rate of change of RTD resistance measurement, as measured by the bridge, is a good indication of whether or not temperature stability is being approached for a selected heater-current level.
A slow rate of temperature change signifies that it is time to record the data and advance to the next heater test- current magnitude.
Note that if the transformer is quite cold (10°C or less), injecting enough current into its heater circuit to elevate the hotspot well temperature to a level where the contacts will close may be difficult if not impossible. To functionally check contact functions when the outside temperature is quite low, the hotspot thermometer contact arm may have to be deflected manually to perform operational checks of the cooling or alarm circuits. Use reason and good judgment here, and be careful not to apply too much pressure to the operate arm.
CAUTION! – A mechanical temperature movement can be damaged when manipulating it manually. If much physical resistance to movement is present, it is better to just bridge across the contacts with a test jumper when performing an electrical control/alarm check.
Final check
A final check, after testing the heater(s) with AC current, is to verify that the CT is actually terminated to it. Verify the connection is not open by simply measuring across the same two terminals injected with AC current. If the CT is connected (and not open-circuited), the ohmmeter will indicate close to zero ohms (and will be significantly less than heater resistance).
This is because the CT looks like a short circuit to the DC ohmmeter (just the opposite of what it looks like to the AC quantity used to check the heaters). If a Current Ratio test can’t be done, flashing the hotspot CT will give further confidence that it is functional.
Reference // Testing power transformers
Related electrical guides & articles












Edvard Csanyi
Hi, I'm an electrical engineer, programmer and founder of EEP - Electrical Engineering Portal. I worked twelve years at Schneider Electric in the position of technical support for low- and medium-voltage projects and the design of busbar trunking systems.I'm highly specialized in the design of LV/MV switchgear and low-voltage, high-power busbar trunking (<6300A) in substations, commercial buildings and industry facilities. I'm also a professional in AutoCAD programming.
Profile: Edvard Csanyi

Very nice description, for electrical engineers as well as technicians.
Thanks for excellent information.
what is the reason for oil temperature of power transformer is showing 6 degrees
Why oil temprature guage showing higher temprature to the winding temprature chint make and 2nd sf6 gass guage showing opposite from the temprature if temprature increse then sf6 gass guage decrease on the scale on china make breakers?