
Estimated Study Time: 11 minutes
Variable speed drives in pumping applications
Pumping applications represent a significant opportunity for applying variable speed drives (VSDs) in new, as well as retrofit installations. The majority of pumping applications need to be controlled. It is unlikely that a pump will run continuously at a maximum speed.
 Here is why you MUST use variable speed drives in pumping applications (photo credit: ABB)
Here is why you MUST use variable speed drives in pumping applications (photo credit: ABB)Variable speed drives are crucial when limiting the life cycle costs (LCC) of a pump station. The three main costs are energy, initial investment and maintenance.
Many analyses show that energy consumption is the dominating element of the LCC, especially if pumps run more than 2,000 hours per year. The investment cost of the equipment needed (variable speed drives, motors and pumps) is relatively low when compared to the total LCC.
VSD control has several benefits in pumping systems. The most important is energy saving. Accurate control of the pump system is another benefit. With VSDs running the pump system, linking to other automation systems is easy by means of common fieldbus gateways.
The following paragraphs give more detailed descriptions of these benefits //
1. Life cycle cost (LCC)
LCC analysis is a method of calculating the cost of a system over its entire life span. The analysis of a typical system includes initial costs, installation and commissioning costs, energy, operation, maintenance and repair costs as well as down time, environmental, decommissioning and disposal costs.
Many organizations only consider the initial purchase and installation cost of a system. It is in the interest of the plant designer or manager to evaluate the LCC of different solutions before installing major new equipment or carrying out a major overhaul. This evaluation will identify the most financially attractive alternatives.
As national and global markets continue to become more competitive, organizations must continually seek cost savings that will improve the profitability of their operations.
Plant equipment operations are receiving particular attention as a source of cost savings, especially minimizing energy consumption and plant downtime. In addition to the economic reasons for using LCC, many organizations are becoming increasingly aware of the environmental impact of their businesses and are considering energy efficiency as one way to reduce emissions and preserve natural resources.
Believe it ot not, life cycle analysis for pumping systems show that //
- 5% of industrial energy goes to pumps
- 90% of the total cost of owning a pump comes from energy consumption
- Pump energy consumption can generally be reduced up to 20%
2. Energy saving
The Hydraulic Institute and Europump have jointly published a book entitled “Variable Speed Pumping: A Guide to Successful Applications” which details seven ways to save energy //
- Design systems with lower capacity and total head requirements. Do not assume these requirements are fixed.
- Avoid allowing for an excessive margin of error in capacity and/or total head. It typically will be less expensive to add pumping capacity later if requirements increase.
- Despite the tendency to emphasize initial cost, you will save in the long run by selecting the most efficient pump type and size at the onset.
- Use VSDs to avoid losses from throttle valves and bypass lines, except when the system is designed with high static heads.
- Use two or more smaller pumps instead of one larger pump so that excess pump capacity can be turned off.
- Use pumps operating as turbines to recover pressure energy that would otherwise be wasted.
- Maintain pumps and all system components in virtually new condition to avoid efficiency loss.
The energy consumed with throttling and VSD is illustrated below on Figure 1 below.
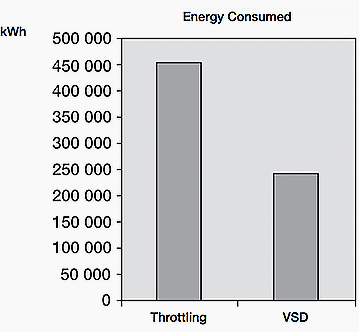
The total energy saving with the variable speed drives compared to throttling is 202 MWh (46%). The financial savings amount to 10,100 EUR every year. This calculation clearly shows the benefit of VSD control with regard to energy savings for a single pump.
3. Software for energy savings calculation
ABB has developed a calculation tool called PumpSave, which estimates the energy savings when applying electric speed control to pump applications. To estimate the energy savings, a VSD can be compared to throttling control, on-off control and hydraulic coupling control.
PumpSave carries out a simple dimensioning and recommends an appropriate ABB drive type. The tool provides financial figures for assessing the profitability of purchasing an ABB drive. PumpSave runs in Microsoft Excel.

4. Low maintenance and repair cost
Maintenance and repair costs are one of the main elements in the LCC analysis. The cost of unexpected downtime and lost production is a very significant item in the total LCC and can rival the energy costs.
With variable speed drives, lower maintenance and repair cost is achieved through the following //
4.1 Reduced water hammer effects
Water hammer is caused by rapid changes in flow. These flow changes are followed by rapid pressure transients that cause pipes, pipe supports and valves to be damaged causing leakage.
VSDs allow the user to gradually ramp the acceleration at a safe rate to avoid hammering.
4.2 Reduced stress on electrical supply
VSDs always start the pump motor softly with much lower peak current than direct-on- line starting that is used with other flow control methods.
4.3 Reduced risk for cavitation
Cavitation is a phenomenon that occurs whenever the static pressure drops below the liquid vapour pressure causing bubbles to collapse with a very high impact force. This force causes surface damage inside the pump. With a VSD it is possible to monitor the pressure of the incoming pipeline and take steps if the risk of cavitation is high.
4.4 Redundancy
With parallel pumps, each controlled with a VSD, there are two possibilities to minimize maintenance and repair costs. Parallel connection means that if one pump fails, the remaining pumps can continue uninterrupted. Another benefit is to control the running times of each pump to a predefined schedule.
5. Additional benefits with VSDs
The use of VSDs has many other advantages in process control applications. These include //
5.1 Harmonics
In some countries, power companies set strict limits on the permissible harmonic content of current and voltage, in order to prevent damage to equipment in the same environment.
In these situations, drives minimize offending harmonics, causing no harmful effect to the power grid, thereby avoiding penalties while ensuring maximum uptime for the pumping station.
5.2 Easy communication
Drives must be able to connect to all major automation systems. This is achieved with a dedicated gateway concept between the fieldbus systems and drives. The Ethernet module gives simple access to the drive via the Internet, communicating via a standard web browser.
The user can set up a virtual monitoring room wherever there is a PC with an Internet connection or via a simple dial-up modem connection. This enables remote monitoring, configuration, diagnostics and, when needed, control.
5.3 Flexibility in pump selection
Quite often it is difficult to estimate the system parameters in advance and therefore the safety margins used are too high. This causes additional operational costs if the required flow and head are lower than estimated.
By using VSDs these over dimensioning problems can be resolved by running the pump at a lower speed.
5.4 Reasonable investment cost
VSDs have developed rapidly during the last 10 years. The cost of manufacture and subsequent cost of purchase has also fallen dramatically in recent years. Sometimes it can be less expensive to install a VSD than a control valve with a PLC system.
5.5 Natural part of the control loop
One big advantage in considering a VSD in comparison to a control valve is the elimination of deadband that a control valve introduces into loop performance.
Reference // ABB drives – Using variable speed drives (VSDs) in pump applications
Related electrical guides & articles












Edvard Csanyi
Hi, I'm an electrical engineer, programmer and founder of EEP - Electrical Engineering Portal. I worked twelve years at Schneider Electric in the position of technical support for low- and medium-voltage projects and the design of busbar trunking systems.I'm highly specialized in the design of LV/MV switchgear and low-voltage, high-power busbar trunking (<6300A) in substations, commercial buildings and industry facilities. I'm also a professional in AutoCAD programming.
Profile: Edvard Csanyi

The presentation is very educative and simple to understand